测量误差主要表现形式
(1)采集数据缺失或数据密度达不到要求。用这种不完整的数据进行点云拟合,误差较大,难以达到要求的测量精度。
(2)对同一表面的数据采集结果表现为多层点云。这种情况往往出现于被测对象为大型工件或工件为透明物体时。
(3)单幅采集数据不准确,影响整体测量精度。
(4)累积误差过大,使测量结果出现明显偏差。
(5)点云拼接错误,导致较大测量误差。
(6)测量结果中粗大点(噪音)数据过多。
3
误差原因分析及提高精度的对策
笔者结合实际工作经验,通过测试分析,将产生较大测量误差的主要原因归纳为:标定不当、标尺使用不当;测头镜头组合选择不当;测量顺序不当;测量策略选择不当;工件表面标志点安放不当;测量过程中操作不当;工件被测表面预处理不当;后处理不当;测量环境选择不当等,现分别分析如下:
(1)标定不当、标尺使用不当
扫描测量头(测头)由光源、CCD摄像机及相应的镜头组构成。在进行点云数据采集之前,首先需要对测头进行初始化,主要内容包括:
①根据被测对象的大小、表面特征的多少及其复杂程度选择不同的镜头组合;②根据测量现场条件、被测对象的表面形态及表面处理情况确定主光源的光强;③根据系统标准工作流程对所选定的镜头组合进行标定,使标定精度值≤0.020;
如果测量之前未进行上述工作,而是直接使用以前标定的测头进行测量,则可能因镜头组合、光源光强、标定精度不符合本次测量要求而无法保证测量精度,导致产生较大误差。
在测量中,如果因操作失误而使测头受到冲击、碰撞,应及时对测头进行检查,如已发生损坏,要进行修理;如未发生损坏,也必须对测头进行重新标定;即使测量中未发生任何操作失误,但如果测量时间较长,也需定时对测头进行快速标定,检查测头的精度状况。
标尺是对大型工件进行数据采集时利用数码像机对整个工件上的标识点进行定位的必备工具,所使用标尺上的标准尺寸应与实际利用照片进行处理时所显示的尺寸数值一致。
(2)测头镜头组合选择不当
采集大型工件表面点云数据时,应选用测量范围较大的镜头组合,以实现总体数据的快速采集;对于其中部分特征较多、较小的区域,则最好选用测量范围较小的镜头组合再进行局部小特征的突出测量,以获得较好的测量效果。
对于大型工件,如选择测量范围较小的镜头组合进行测量,则要求工件表面有较多用于点云拼接的标识点,这就会延长工件预处理时间,加大测量时间跨度,因环境温度随时间变化引起的误差就会反映到测量结果中,且会影响整个测量效率。如果用数码像机对整个工件上的标识点进行定位,测量时自动进行拼接,则因标识点数较多、出现标识点之间关系相同的概率变大,容易发生拼接错误;如果不用数码相机对整个工件上的标识点进行定位,相邻单幅点云之间利用共同标识点进行拼接,则由于拼接次数较多,也会产生拼接累积误差过大的现象。
反之,对于小型工件,如果选择测量范围较大的镜头组合进行测量,则无法准确反映工件上的小特征,使测量结果达不到要求的精度,需要重新更换合适的镜头组合,重新进行标定和测量。
(3)测量顺序不当
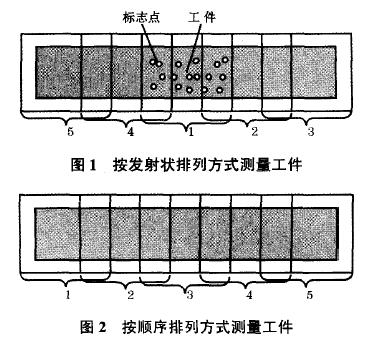
测量顺序是指测量时相邻单幅测量结果间的叠加顺序。以测量一个细长工件为例,图中1,2,3,4,5所示矩形区域为当前标定测头的测量范围。当按图所示发射状排列方式测量工件时,首先测量工件中间位置,完成中间第1幅的测量后,再测量第2幅,然后利用三个共同的标志点将第2幅与第1幅进行拼合,此时会产生一个拼接误差。同样,第3幅与第2幅之间进行拼合时,也会产生一个拼接误差。假设所有的拼接误差大小相同,则1,2,3之间产生的累积误差为28,1,4,5之间产生的累积误差也为28。测量结果显示,1,2,3之间的累积误差与1,4,5之间的累积误差并不形成叠加关系,因此总的累积误差仍为28。如按图2所示的顺序排列方式测量工件,则最大累积误差为48。因此,测量时应尽可能采用“以中心为基准,发射状排列”的测量顺序,以减小累积误差。
(4)测量策略选择不当
测量时,应将被测工件按大型工件、中型工件、小尺寸多特征工件、内腔工件等进行分类,对于每类工件应相应采取不同的测量策略。
测量大型工件时,可首先用数码像机对标识点进行总体定位,然后选择一个单幅测量范围较大的镜头组合进行测量;如工件尺寸过大,可分两次进行测量,然后利用共同的参考点进行拼合;如大尺寸工件中存在较多的局部小特征,则可在测量基本完成后,再选用一组测量范围较小的镜头组合进行局部测量。为便于小范围测量的自动拼合,对该局部进行预处理时应增加参考点的密度。
测量中、小型工件时,应注意采用正确的测量顺序,以减少累积误差。实际上,对中、小型工件也可以采用对大尺寸工件的测量策略,但必须配备用于对参考点进行总体定位的数码像机及相关软件。
测量工件内腔表面时,为克服光学扫描测量设备的景深限制,可采取一些技术手段将内腔测量转化为外型测量,如可将硅胶注人工件内腔中,待其凝固后取出,对其外型进行测量。
(5)工件表面标志点安放不当
不管是大型工件还是中、小型工件的测量,都会遇到工件表面标志点的安放问题。
大型工件的数据采集一般需要使用标尺和数码像机,测量可分两步进行:第一步,利用大的数码点对用于单幅测量点云拼合的标志点进行整体构造,为保证通过正常运算获得单幅测量用的标志点点云,必须遵循图1所示的排列规则;第二步,以标志点点云作为参考系,系统会将测得的每个单幅点云中的标志点与已有参考点云中的标志点进行比较,如二者吻合,则自动进行拼合,两个相邻单幅点云之间不必再有重叠部分。也可进行测量,但前提是每个单幅点云都必须包含至少三个标志点,此时需对被测区域适当粘贴标志点,否则会造成测量困难或使测量精度下降。
中型工件的标志点粘贴与大型工件有所不同,由于相邻两幅点云的自动(或手工)拼合需要根据相邻单幅点云的共同标志点来完成,因此中型工件的标志点粘贴密度应大于大型工件,否则难以实现相邻两幅点云的拼合。
由于小型工件标志点的安放会不同程度地掩盖工件上的特征,因此工件表面应尽量少贴或不贴标志点,以获得较完整的扫描数据。
此外,一般应将标志点粘贴在工件上较平整的位置,以减小对标志点处点云补缺的难度及相应的测量误差。
(6)测量过程中操作不当
在测量过程中,应注意以下操作要点:
①调整测头方位,使被测部位同时位于两个测头的测量范围之内;
②调整主光源的光强,分别调整标识点和工件表面的清晰度,使测量部位的标识点及工件表面达到最清晰程度;
③测量过程中应尽量避免对测头的冲击或碰撞。如不慎发生这种情况,应及时对测头进行检查和重新标定,以保持后续测量的精度,否则,测量结果会显示测量部件数据缺失,甚至使测量完全无法继续进行。
(7)工件被测表面预处理不当
开始测量前,需要对工件表面进行适当的预处理。如果工件形状十分简单,且工件尺寸较小,通过单幅测量即可完成数据采集,则只需使工件表面能在主光源照射下形成漫反射即可。但通常情况下,仅仅通过单幅扫描测量很难完成对一个完整工件的数据采集,且一般的工件表面在主光源照射下也很难形成符合测量要求的漫反射,因此必须在工件表面预设一些参考点,利用共同的参考点对各次测量结果进行拼合,并用着色剂对工件表面进行均匀喷涂处理,使工件表面形成较理想的漫反射。
被测工件表面预处理不当主要指:
①工件表面某些部位反光过强或吸光过多,不能形成适合扫描要求的漫反射,导致无法形成有效的点云,测量结果显示该部位数据缺失;
②缺乏足够的参考点,导致无法进行拼合,即使能形成点云,也只是分散点云而不是整体点云;
③工件表面参考点的粘贴一致性太强,缺少特点,使系统无法有效识别单幅点云的拼合位置,从而容易产生拼合错误,难以形成被测工件的整体点云。
工件被测表面预处理不当还包括未对工件表面不能正确反映设计意图的部分进行修正、工件表面在测量中被碰伤而未及时修复、工件安放状态不当(如工件受力)等非测量因素。此外,在对工件内腔(如发动机气道)进行硅胶注射以形成模型时,注射量不足或硅胶中气泡过多也会使形成的模型不能正确反映工件内腔实际形状。
(8)后处理不当
在光学扫描测量中,并非测量所得数据即为点云数据,测量的过程实际上是形成工件影像的过程,要获得点云数据,还需利用对形成的影像数据进行后处理。对于用单幅点云进行拼合生成的结果,首先需要利用几个共同的标识点将所有的单幅数据对齐,以减少累积误差;然后利用对齐后的点云进行重运算,将影像数据转换为点云数据。此时的点云数据可能还存在密度不均匀、粗大误差点多等问题,可再经过三角网格化处理(Polygonize),最终获得质量较好的点云数据。
当然,后处理不仅仅包括上述内容。在实际测量中,扫描获得的数据点并不一定只局限于所测实物模型,一些不属于该模型的、测量环境中的随机点也被同时测人,因此在进行后处理时必须去除这些不需要的点,以减小其后在基于点云数据进行三维CAD模型构造时产生错误的可能性。
此外,后处理还包括对点云的简化处理。在一个实物反求点云中,对工件各个部位的精度要求并非完全相同,因此,对一些不太重要的部位可作降低点云密度的简化处理;对一些比较重要的部位则可提高其点云密度。这样不仅能保证三维模型构造的精度要求,而且可大大提高建模效率。
当然,后处理不仅仅包括上述内容。在实际测量中,扫描获得的数据点并不一定只局限于所测实物模型,一些不属于该模型的、测量环境中的随机点也被同时测人,因此在进行后处理时必须去除这些不需要的点,以减小其后在基于点云数据进行三维CAD模型构造时产生错误的可能性。
此外,后处理还包括对点云的简化处理。在一个实物反求点云中,对工件各个部位的精度要求并非完全相同,因此,对一些不太重要的部位可作降低点云密度的简化处理;对一些比较重要的部位则可提高其点云密度。这样不仅能保证三维模型构造的精度要求,而且可大大提高建模效率。
版权声明
本博客所有的原创文章,作者皆保留版权。转载必须包含本声明,保持本文完整,并以超链接形式注明作者编程随想和本文原始地址:
https://idreamboats.blogspot.com/2013/01/blog-post_2.html
0 评论:
发表评论